
Наши контакты:
г. Каменское Днепропетровской обл.
Соцгород, ул. Киевская, 11-а
remsvaroborudovanie@gmail.com
096-305-86-85 Telegram
093-279-07-08 Viber
График работы: ПН-ПТ 9:00-17:00
Технология ручной электродуговой сварки
Описание технологии ручной электродуговой сварки. Рассматривается электрическая дуга: виды, условия получения, особенности.

Определение и виды электрической дуги
Автор: Новиковский Е.А.
Сварочной дугой называется длительный электрический разряд между двумя электродами в ионизированной смеси газов и паров, характеризующийся необходимой длительностью времени, малым газовым промежутком (1–10 мм), низким электрическим напряжением (9–45 В) и широким диапазоном по току (5– 5000 А).
В зависимости от схемы подвода сварочного тока дуги делятся на следующие виды: дуга прямого действия (рисунок 1, а), когда дуга горит между электродом и свариваемым металлом; дуга косвенного действия (рисунок 1, б), когда дуга горит между двумя электродами, а свариваемый металл не включен в электрическую цепь; дуга между двумя плавящимися электродами и свариваемым изделием при питании переменным трехфазным током (рисунок 1, в); сжатая дуга (рисунок 1, г) и др.
По роду тока – дуга переменного тока однофазная и трехфазная, дуга постоянного и пульсирующего тока; по полярности тока – дуга на прямой и обратной полярности; по виду статической вольт-амперной характеристики - дуга с падающей, жесткой и возрастающей характеристикой.
Строение свободной электрической дуги
Дугу, горящую между электродом и изделием на воздухе, принято называть свободной дугой в отличие от сжатой, поперечное сечение которой принудительно уменьшено.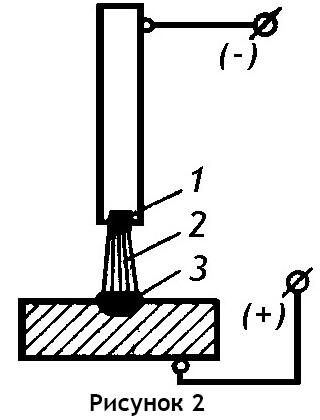 Свободная дуга (см. рисунок 2) состоит из трех зон: катодной (рис. 2.1) с катодным пятном, необходимым для эмиссии (выхода) электронов, анодной (рис. 2.3) с анодным пятном, бомбардирующимся электронным потоком, и столба дуги (рис. 2.2), который занимает промежуточное положение между катодной и анодной зонами.
Свободная дуга (см. рисунок 2) состоит из трех зон: катодной (рис. 2.1) с катодным пятном, необходимым для эмиссии (выхода) электронов, анодной (рис. 2.3) с анодным пятном, бомбардирующимся электронным потоком, и столба дуги (рис. 2.2), который занимает промежуточное положение между катодной и анодной зонами.
Катодная зона расположена между столбом дуги и поверхностью катода (электрода, подключенного к отрицательному полюсу источника питания). Электроны, выходящие с поверхности катодного пятна, называются первичными. Выход электронов объясняют термическим эффектом (термоэлектронная эмиссия) и наличием у катода ноля высокой электрической напряженности (электростатическая эмиссия). Термоэлектронная эмиссия заключается в нагревании поверхности электрода до высокой температуры, при которой связь электрона с ядром атома ослабевает и под влиянием электростатического поля электрон отрывается с поверхности катода и устремляется к аноду. Электростатическая эмиссия состоит в том, что под влиянием электрического поля высокой напряженности, которое устанавливается вблизи катода, с катодного пятна вырываются первичные электроны и летят к аноду. Процесс электронной бомбардировки сообщает катоду значительные количества энергии и интенсивно разогревает его. Процесс образования нейтральных атомов называется рекомбинацией. За счет рекомбинации уравновешиваются процессы исчезновения и образования заряженных частиц в дуге. Анодная зона (область) дуги состоит из анодного пятна и приэлектродной части. Ток в анодной области определяется потоком электронов, образовавшихся при ионизации в столбе дуги.
Условия зажигания и горения дуги
Условия зажигания и горения дуги зависят от рода тока, полярности, химического состава электродов, газового промежутка и его длины. Зажигание и горение дуги протекают лучше на постоянном токе.
Напряжение холостого тока, подводимое к электродам, с учетом безопасности труда при сварке не превышает 80 В на переменном токе и 90 В на постоянном токе. Обычно напряжение зажигания дуги больше по величине напряжения горения дуги на переменном токе в 1,2–2,5 раза, а на постоянном токе – в 1,2–1,4 раза.
Дуга зажигается от нагревания торца электрода (катода). Когда электрод соприкасается с изделием, создается замкнутая сварочная цепь. Торец катодного электрода нагревается за счет выделения теплоты при прохождении тока через контакт, имеющий большое электросопротивление, и при отрыве электрода от изделия на расстояние 1 мм (или несколько более) дуга зажигается. В момент отрыва электрода от изделия с нагретого от короткого замыкания катода начинается термоэлектронная эмиссия. Электронный ток ионизирует газы и пары металла, находящиеся в межэлектродном промежутке, и с этого момента в дуге появляются электронный и ионный токи. Дуговой разряд можно считать установившимся по истечении 10-5–10-4 с.
Поддержание непрерывного горения дуги будет осуществляться, если приток энергии в дугу превышает потери в ней на излучение, конвекцию, диссоциацию, электромагнитные потери и др.
В случае коротких замыканий каплями электродного материала, образующимися на конце плавящегося электрода и переносимыми на изделие, повторные зажигания дуги происходят самопроизвольно, если температура катода остается достаточно высокой. Эта температура зависит от состава материала катода, плотности тока в нем и др.
Таким образом, первым условием для зажигания и горения дуги является наличие специального электрического источника питания дуги, позволяющего быстро производить нагревание катоду до необходимой температуры. Также напряжение холостого хода источника питания должно быть больше напряжения дуги.
Вторым условием для зажигания и горения дуги является наличие ионизации в столбе дуги. Дуга с плавящимся электродом – это в основном дуга в парах металла, а не в газе. Это происходит по той причине, что потенциал ионизации паров металла значительно ниже, чем у газов. Горящую дугу можно растянуть до определенной длины, после чего она гаснет. Чем выше степень ионизации, тем длиннее будет дуга. Длина горящей без обрыва дуги характеризует стабильность дуги.
Третьим условием для сварки на переменном токе является наличие в сварочной цепи реактивного сопротивления (повышенной индуктивности), что повышает стабильность горения дуги. В сварочной цепи переменного тока, имеющей только омическое сопротивление, при горении дуги образуются обрывы (100 обрывов в секунду при частоте переменного тока 50 Гц). При реактивном сопротивлении, включенном в сварочную цепь переменного тока, обрывы в горении дуги отсутствуют
Особенности сварочной дуги
Сварочная дуга по сравнению с другими электрическими разрядами имеет следующие особенности:
1. Неравномерное распределение электрического поля в междуэлектродном пространстве. Вблизи электродов создаются резкие изменения потенциала – это катодное и анодное падения напряжения, причем катодное падение напряжения (порядка 10 В) обычно значительно больше анодного. Такие скачки падений напряжения на участке весьма малой протяженности вызваны условиями прохождения тока из одной среды (металлический проводник) в другую (газ и пары сварочных материалов).
2. Высокая плотность тока в дуге, достигающая тысяч А/см2 на электродах и в столбе дуги.
3. Высокая температура дуги. Наибольшая температура достигается в столбе дуги, наименьшая – на поверхности катода и анода. Температура на поверхности катода и анода достигает температуры испарения электродов независимо от вида дуговой сварки.
4. Возможность получения различных статических вольтамперных характеристик. Статической вольтамперной характеристикой дуги называют зависимость падения напряжения в дуге от силы тока при постоянной длине дуги (установившемся горении).
 Дуга, применяющаяся в сварочной технике, может иметь падающую, жесткую и возрастающую характеристики в зависимости от условий сварки (см. рисунок 3).
Дуга, применяющаяся в сварочной технике, может иметь падающую, жесткую и возрастающую характеристики в зависимости от условий сварки (см. рисунок 3).
Падающая характеристика (рис. 3.1) – с увеличением тока напряжение уменьшается;
Жесткая характеристика (рис. 3.2) – увеличение тока не изменяет напряжения дуги;
Возрастающая характеристика (рис. 3.3) – увеличение сварочного тока приводит к возрастанию напряжения дуги.
Падающий участок характерен для маломощной дуги, при сварочном токе менее 50 А и плотности тока на электроде 10–12 А/мм2. Жесткая характеристика соответствует сварочным токам 50–1000 А и плотностям тока на электроде от 12 до 18 А/мм2. Возрастающая характеристика дуги наблюдается при сварке тонкой сварочной проволокой с плотностями тока на электроде более 80 А/мм2.
