
Наші контакти:
м. Кам'янське Дніпропетровської обл.
Соцмісто, вул. Київська, 11-а
remsvaroborudovanie@gmail.com
096-305-86-85 Telegram
093-279-07-08 Viber
Графік роботи: ПН-ПТ 9: 00-17: 00
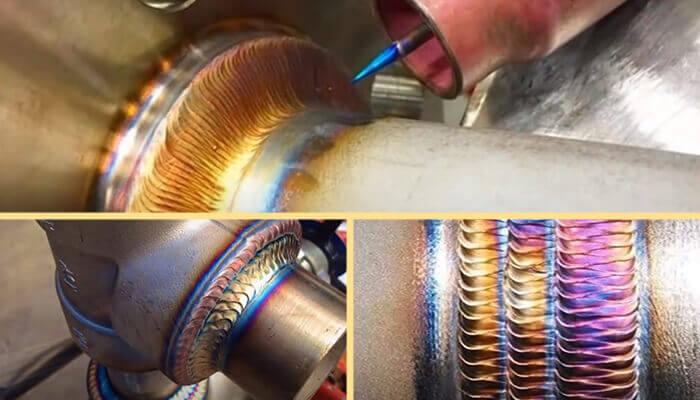
TIG зварювання, корисні поради
За своєю природою, TIG зварювання досить повільний процес, проте в той же час дуже універсальний. Він може бути використаний для зварювання набагато більшої кількості металів, ніж будь-який інший з існуючих процесів зварювання, цей тип зварювання також ідеально підходить для роботи з матеріалами невеликої товщини. При правильному використанні і дотриманні правил, TIG зварювання дозволяє домагатися високої якості шва. Однак, для досягнення вражаючих результатів потрібно багато знань, практики і терпіння. На щастя, існують кілька порад, здатних значно підвищити якість і швидкість, а значить і ефективність процесу.

1. Використовуйте інвертор як джерело струму
Це перший і найважливіший крок на шляху до досягнення високої ефективності роботи. Інвертор перетворює змінний струм з мережі в постійний зі значним підвищенням його частоти, що забезпечує результат у вигляді м'якої і більш стійкої дуги, а також підвищенності стабільності зварювання. Інвертори мають можливість регулювання частоти струму, це дозволяє точно фокусувати дугу, шов виходить більш тонким і акуратним, зона температурного впливу значно зменшується. Ця установка дозволяє витрачати менше присадочного матеріалу і досягати більш високої швидкості роботи. Зменшення зони термічного впливу знижує ймовірність виникнення пропалювання, а значить допомагає уникнути додаткової роботи з усунення дефектів. Ще одна корисна настройка інверторів - управління балансом, вона особливо важлива при роботі з алюмінієм. Ця установка дозволяє посилити очищення алюмінію від оксидної плівки або забезпечити більш глибокий провар і підвищену швидкість зварювання. Проміжні положення регулятора управління балансом дозволяють комбінувати зазначені ефекти в певній пропорції.
2. Виберіть правильний пальник
Важливо запам'ятати: правильний вибір TIG пальника можна зробити тільки з урахуванням особливостей виконуваних робіт. Ще один найважливіший критерій вибору - хороша ізоляція, по-перше це гарантія захисту від ураження струмом, по-друге збільшений термін експлуатації пальника. Для початку слід визначитися з необхідним типом охолодження. Моделі з повітряним охолодженням призначені для роботи на невеликих токах (до 200А) для зварювання металу невеликої товщини. Пальники з водяним охолодженням розраховані для зварювання на великих токах, даний тип охолодження дозволяє ефективно справлятися з перегрівом, не зупиняти роботу для охолодження пальника, а значить і підвищити швидкість виконання зварювання.
Наступний момент - кути і ступінь доступності області зварювання. Часто зварювані деталі мають складну геометричну форму, що утрудняє розміщення пальника в необхідному місці, що призводить до великих втрат часу через необхідність проведення робіт в незручному становищі. Для вирішення таких проблем існують моделі пальників з гнучким гусаком, вони дозволяють полегшити проникнення в важкодоступні місця або роботу в самих незручних позиціях. Також існують пальники з модульною конструкцією, яка дозволяє встановлювати гнучкі гусаки і головки з різними кутами нахилу. Такі пальники дозволяють робити настроювання під будь-які роботи без необхідності відключення і зміни самого пальника, а це економія часу.
3. Спробуйте газову лінзу
Газова лінза забезпечує відмінний захист зварювальної ванни від проникнення кисню, що дозволяє уникнути виникнення ряду дефектів зварювального шва. Причому ступінь захисту не змінюється при зміні кута нахилу пальника. Ця властивість дозволяє особливо підвищити ефективність при зварюванні з легко вступаючими в реакцію з атмосферними газами сплавів.
Ще одна особливість роботи з газовими лінзами - вольфрамовий електрод може виступати з сопла на більшу відстань, ніж при використанні стандартного сопла. Це забезпечує кращу видимість зварювальної ванни і дуги, кращий контроль над пальником. Однак, багато зварювальників відзначають складність роботи з газової лінзою в вузьких місцях, так як її розмір більше розміру звичайного керамічного сопла. Газові лінзи можуть використовуватися з будь-яким типом пальників.
4. Менше - краще
Шов надмірного перетину - результат неефективної роботи. Зайвий перетин шва виникає при приміщенні в нього більшого, ніж потрібно кількості металу. Це може стати результатом недостатньої підготовки до початку робіт, невірного виставлення параметрів апарату або простої помилки "більше металу - краще шов".
Чому слід уникати накладення швів зайвого перетину: це дозволить заощадити присадний матеріал, що подається в область зварювання; це зменшить зону термічного впливу на метал деталі; це зменшить ймовірність необхідності шліфування шва.
Використовуйте присадочні прутки правильного діаметру, пруток не повинен перевищувати товщину найбільшої з деталей, що зварюються. Наприклад, при зварюванні металевих пластин з товщиною 1,6 і 2,0 мм максимальний діаметр присадочного прутка буде 2,0мм. Проведення хорошої підготовчої роботи перед зварюванням також може полегшити задачу: непоганою ідеєю по уникненню формування швів із зайвим перетином може стати робота в вертикальному положенні зверху вниз при зварюванні тонких матеріалів.
5. Очищення зварюваного матеріалу
Чистота поверхні зварюваного матеріалу - запорука красивих і рівних швів. Жоден інший спосіб зварювання не вимагає такого делікатного ставлення до очищення металу перед проведенням зварювальних робіт. Для очищення нержавіючої сталі та алюмінію слід використовувати щітки з щетиною з нержавіючої сталі. Важливо для кожного металу мати окрему щітку, наприклад, ні в якому разі не можна чистити алюміній і нержавіючу сталь щіткою, якої раніше зчищали іржу зі сталі. Важливо запам'ятати: чим ретельніше зачищається метал перед зварюванням, тим кращим буде кінцевий результат.
6. Вольфрамовий електрод
Тип вольфрамового електрода залежить від джерела струму і зварюваного матеріалу. Деякі зварювальники використовують електроди для постійного струму (наприклад червоні) при зварюванні алюмінію, це невірно, для отримання якісного шва слід використовувати електрод відповідний типу струму. Для полегшення розпалювання дуги і її кращого фокусування рекомендується заточувати вольфрамові електроди, заточений конус електрода не повинен по довжині перевищувати 2,5 діаметра самого електрода. Особливо важливо зробити тонку заточку електрода при зварюванні тонких матеріалів, це дозволяє домагатися дуже хорошого фокусування зварювальної дуги і уникати деформації металу через надмірного температурного впливу. Для зварювання тонких матеріалів не рекомендується використовувати електрод з округленим кінцем. Важливо: заточка, містящих торій (як правило червоних) електродів може бути небезпечною, вдихання пилу з вмістом торію може завдати шкоди здоров'ю людей, обов'язково дотримуйтесь відповідні інструкції з безпеки. Що стосується кольору вольфрамового електрода - багато зварювальників роками використовують один і той же електрод просто за звичкою, хоча у кожного типу електрода є альтернативи. Спробуйте підходящі під ваш ток і матеріали електроди іншого кольору, є ймовірність, що при використанні іншого електрода ефективність роботи підвищиться.
Сайт svarkaland.ru
