
Наші контакти:
м. Кам'янське Дніпропетровської обл.
Соцмісто, вул. Київська, 11-а
remsvaroborudovanie@gmail.com
096-305-86-85 Telegram
093-279-07-08 Viber
Графік роботи: ПН-ПТ 9: 00-17: 00
Технологія ручного електродугового зварювання
Опис технології ручного електродугового зварювання. Розглядається електрична дуга: види, умови отримання, особливості.

Визначення та види електричної дуги
Автор: Новіковський Є.О.
Зварювальною дугою називається тривалий електричний розряд між двома електродами в іонізованої суміші газів і парів, що характеризується необхідною тривалістю часу, малим газовим проміжком (1-10 мм), низькою електричною напругою (9-45 В) і широким діапазоном по струму (5– 5000 А).
Залежно від схеми підведення зварювального струму дуги діляться на такі види: дуга прямої дії (рисунок 1, а), коли дуга горить між електродом і зварюваним металом; дуга побічної дії (рисунок 1, б), коли дуга горить між двома електродами, а зварюваний метал не включений в електричний ланцюг; дуга між двома плавкими електродами і зварюваним виробом при живленні змінним трифазним струмом (рисунок 1, в); стисла дуга (рисунок 1, г) та ін.
За родом струму – дуга змінного струму однофазна і трифазна, дуга постійного та пульсуючого струму; за полярністю струму – дуга на прямій та зворотній полярності; за видом статичної вольт-амперної характеристики - дуга з падаючою, жорсткою і зростаючої характеристикою.
Структура вільної електричної дуги
Дугу, палаючу між електродом і виробом на повітрі, прийнято називати вільної дугою на відміну від стислої, поперечний перетин якої примусово зменшено.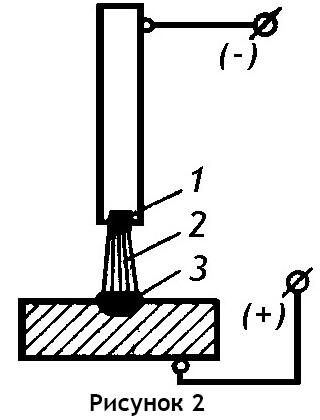 Вільна дуга (див. рисунок 2) складається з трьох зон: катодної (рис. 2.1) з катодною плямою, необхідним для емісії (виходу) електронів, анодної (рис. 2.3) з анодною плямою, бомбардируючим електронним потоком, і стовпа дуги (рис . 2.2), який займає проміжне положення між катодною і анодною зонами.
Вільна дуга (див. рисунок 2) складається з трьох зон: катодної (рис. 2.1) з катодною плямою, необхідним для емісії (виходу) електронів, анодної (рис. 2.3) з анодною плямою, бомбардируючим електронним потоком, і стовпа дуги (рис . 2.2), який займає проміжне положення між катодною і анодною зонами.
Катодна зона розташована між стовпом дуги і поверхнею катода (електрода, підключеного до негативного полюса джерела живлення). Електрони, що виходять з поверхні катодної плями, називаються первинними. Вихід електронів пояснюють термічним ефектом (термоелектронна емісія) і наявністю у катода нуля високої електричної напруженості (електростатична емісія). Термоелектронна емісія полягає в нагріванні поверхні електрода до високої температури, при якій зв'язок електрона з ядром атома слабшає і під впливом електростатичного поля електрон відривається з поверхні катода і спрямовується до анода. Електростатична емісія полягає в тому, що під впливом електричного поля високої напруженості, яке встановлюється поблизу катода, з катодної плями вириваються первинні електрони і летять до анода. Процес електронного бомбардування передає катоду значні кількості енергії і інтенсивно розігріває його. Процес утворення нейтральних атомів називається рекомбінацією. За рахунок рекомбінації врівноважуються процеси зникнення та утворення заряджених частинок в дузі. Анодна зона (область) дуги складається з анодної плями і приелектродної частини. Струм в анодної області визначається потоком електронів, що утворилися при іонізації в стовпі дуги.
Умови запалювання і горіння дуги
Умови запалювання і горіння дуги залежать від роду струму, полярності, хімічного складу електродів, газового проміжку і його довжини. Запалювання і горіння дуги протікають краще на постійному струмі.
Напруга холостого струму, що підводиться до електродів, з урахуванням безпеки праці при зварюванні не перевищує 80 В на змінному струмі і 90 В на постійному струмі. Зазвичай напруга запалювання дуги більше за величиною напруги горіння дуги на змінному струмі в 1,2-2,5 рази, а на постійному струмі - в 1,2-1,4 рази.
Дуга запалюється від нагрівання торця електрода (катода). Коли електрод стикається з виробом, створюється замкнутий зварювальний ланцюг. Торець катодного електрода нагрівається за рахунок виділення теплоти при проходженні струму через контакт, який має великий електроопір, і при відриві електрода від виробу на відстань 1 мм (або трохи більше) дуга запалюється. У момент відриву електрода від виробу з нагрітого від короткого замикання катода починається термоелектронна емісія. Електронний струм іонізує гази і пари металу, що знаходяться в міжелектродному проміжку, і з цього моменту в дузі з'являються електронний і іонний струми. Дуговий розряд можна вважати сталим після закінчення 10-5-10-4 с.
Підтримка безперервного горіння дуги буде здійснюватися, якщо приплив енергії в дугу перевищує втрати в ній на випромінювання, конвекцію, дисоціацію, електромагнітні втрати і ін.
У разі коротких замикань краплями електродного матеріалу, що утворюються на кінці плавкого електрода і переносяться на виріб, повторні запалювання дуги відбуваються мимовільно, якщо температура катода залишається досить високою. Ця температура залежить від складу матеріалу катода, щільності струму в ньому та ін.
Таким чином, першою умовою для запалювання і горіння дуги є наявність спеціального електричного джерела живлення дуги, що дозволяє швидко проводити нагрівання катоду до необхідної температури. Також напруга холостого ходу джерела живлення повинна бути більше напруги дуги.
Другою умовою для запалювання і горіння дуги є наявність іонізації в стовпі дуги. Дуга з плавким електродом - це в основному дуга в парах металу, а не в газі. Це відбувається з тієї причини, що потенціал іонізації парів металу значно нижче, ніж у газів. Палаючу дугу можна розтягнути до певної довжини, після чого вона гасне. Чим вище ступінь іонізації, тим довше буде дуга. Довжина палаючої без обриву дуги характеризує стабільність дуги.
Третьою умовою для зварювання на змінному струмі є наявність в зварювальному ланцюзі реактивного опору (підвищеної індуктивності), що підвищує стабільність горіння дуги. У зварювальному ланцюзі змінного струму, що має тільки омічний опір, при горінні дуги утворюються обриви (100 обривів в секунду при частоті змінного струму 50 Гц). При реактивному опорі, включеному в зварювальний ланцюг змінного струму, обриви в горінні дуги відсутні.
Особливості зварювальної дуги
Зварювальна дуга в порівнянні з іншими електричними розрядами має такі особливості:
1. Нерівномірний розподіл електричного поля в міжелектродному просторі. Поблизу електродів створюються різкі зміни потенціалу - це катодне та анодне падіння напруги, причому катодне падіння напруги (близько 10 В) зазвичай значно більше анодного. Такі скачки падінь напруги на ділянці досить малої протяжності викликані умовами проходження струму з одного середовища (металевий провідник) в іншу (газ і пари зварювальних матеріалів).
2. Висока щільність струму в дузі, що досягає тисяч А/см2 на електродах і в стовпі дуги.
3. Висока температура дуги. Найбільша температура досягається в стовпі дуги, найменша - на поверхні катода і анода. Температура на поверхні катода і анода досягає температури випаровування електродів незалежно від виду дугового зварювання.
4. Можливість отримання різних статичних вольтамперних характеристик. Статичної вольтамперної характеристикою дуги називають залежність падіння напруги в дузі від сили струму при постійній довжині дуги (сталому горінні).
 Дуга, що застосовується в зварювальної техніки, може мати падаючу, жорстку і зростаючу характеристики в залежності від умов зварювання (див. рисунок 3).
Дуга, що застосовується в зварювальної техніки, може мати падаючу, жорстку і зростаючу характеристики в залежності від умов зварювання (див. рисунок 3).
Падаюча характеристика (рис. 3.1) - зі збільшенням струму напруга зменшується;
Жорстка характеристика (рис. 3.2) - збільшення струму не змінює напруги дуги;
Зростаюча характеристика (рис. 3.3) - збільшення зварювального струму призводить до зростання напруги дуги.
Падаюча ділянка характерна для малопотужної дуги, при зварювальному струмі менше 50 А і щільності струму на електроді 10-12 А/мм 2. Жорстка характеристика відповідає зварювальним струмам 50-1000 А і щільностям струму на електроді від 12 до 18 А/мм2. Зростаюча характеристика дуги спостерігається при зварюванні тонким зварювальним дротом з щільністю струму на електроді більше 80 А/мм2.
